Cварка гидроизоляционного ковра кровельных мембранCварка гидроизоляционного ковра кровельных мембранДля сварки кровельных мембран применяют ручное, полуавтоматическое и автоматическое сварочное оборудование, согласно рекомендациям компании – изготовителя и специально предназначенное для сварки термопластичных мембран потоком горячего воздуха. Категорически запрещается производить сварку открытым пламенем или иным не рекомендованным способом! Автоматическое оборудование предназначено для устройства стыков мембраны на основной плоскости, на горизонтальных и вертикальных поверхностях. Оно может регулировать температуру воздушного потока от 20 до 620 oС. 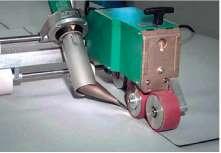

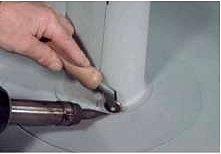
Полуавтоматическое оборудование предназначено для устройства стыков мембраны на горизонтальных и вертикальных поверхностях. Ручное сварочное оборудование предназначено для устройства стыков мембраны на участках кровли, недоступных для применения автоматического оборудования (места примыканий кровли к парапетам, стенам и т.п., криволинейные участки кровли). Рекомендуемые модели оборудования: Leister Triac (S или PID), Leister Hot Jet. Настройку сварочного оборудования производят в соответствии с инструкциями по эксплуатации оборудования. К основным параметрам сварки относятся: температура сварки (воздушного потока), скорость движения сварочного аппарата вдоль шва, интенсивность воздушного потока (зависит от типа насадки и размера сопла). Автоматическое и ручное оборудование требуют подбора оптимальных критериев сварки в начале каждого рабочего дня, а также после любого охлаждения (отключения) аппарата или в течение рабочего дня при существенном изменении внешних (погодных) условий выполнения работ. На изменение параметров сварки, прежде всего, влияют: температура внешней среды, влажность воздуха, скорость и направление ветра. 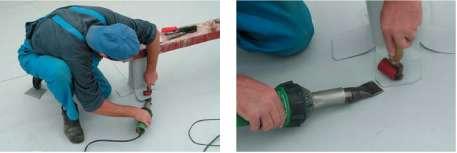
Оптимальными параметрами сварки при температуре окружающей среды +15÷20 °С и нормальной влажности являются: температура горячего воздуха +500 ±100 °С при скорости движения автоматического аппарата 1,5 ÷2,0 м/минуту и давлении, равному весу машины плюс 10 кг. Работа при более высоких температурах может привести к перегреванию мембраны. При регулировании сварочной машины расстояние между осью прикаточного ролика и соплом должно быть около 45 мм. Нагар с сопла необходимо регулярно удалять медной щеткой. Применение ручного сварочного оборудования требует обязательного использования силиконового или тефлонового прикаточного ролика. Устройство сварного шва производится с помощью специальных насадок (шириной 20 и 40 мм). Для качественной сварки необходимо следить, чтобы в процессе работы край насадки выходил на 3 мм из-под края мембраны. Направление движения прикаточного ролика должно быть параллельным насадке ручного сварочного аппарата, примерно в 5-7 мм от ее рабочей части. Похожие новости по теме:
Cварка гидроизоляционного ковра кровельных мембран. |
